激光焊接工艺参数-保护气 激光工艺应用
首先保护气的定义:为什么需要保护气,因为激光焊接过程中,激光的高能量热源会迅速把材料熔化,形成熔池匙孔,熔化状态下的金属非常活跃,极易与大气中的氧气发生氧化反应,非常剧烈,直观上看就是大量飞溅、气孔、焊渣遍地,放烟花一样。所以保护气的作用就是隔绝熔池与氧气,保护气喷涌在熔池周边形成一个流动的惰性气体环境,熔融态的金属和氧气直接接触。
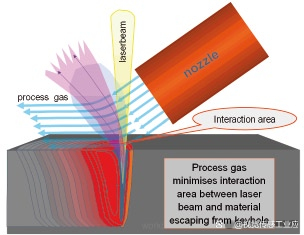
激光焊接保护气的另一个作用就是吹散等离子体(高能量激光使得金属电离产生的类似雾气一样的一团在熔池上方、会屏蔽激光能量直达熔池,激光穿过等离子体有一定损耗)。
保护气主要有三种:氩气、氦气、氮气,一般来说,怎么选择和焊什么工件有关,高端的医疗行业,实验室打样这种为了保证效果一般选择氩气,工业流水线生产,经济考虑就选氮气。
保户气的主要考量是:流量流速、直吹侧吹、气嘴与熔池距离;一般来说直吹更好一些,能够均匀笼罩熔池,但是有时考虑用保户气抑制飞溅,焊瘤也会考虑侧吹;侧吹角度和气嘴距离对一些薄板、镍基合金、铜等比较讲究,稍不注意就会有裂纹,因为气流会影响导热、且侧吹气流不均匀,需要一点经验摸索。
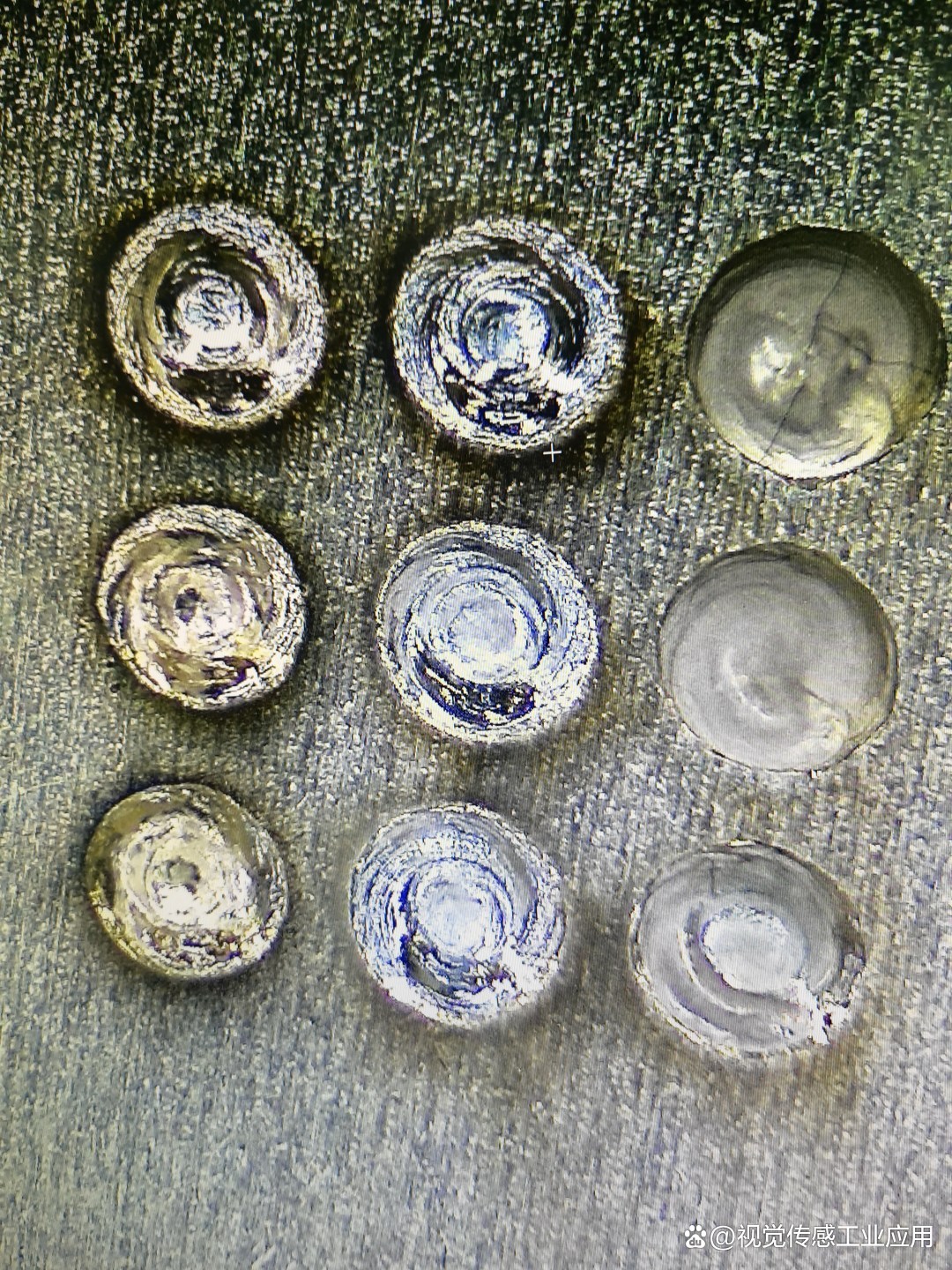
侧吹保护气,不同距离的脉冲点焊效果,可见方向和距离对焊接效果影响很大

保护气流速角度不当会直接引起热量散热导致裂纹
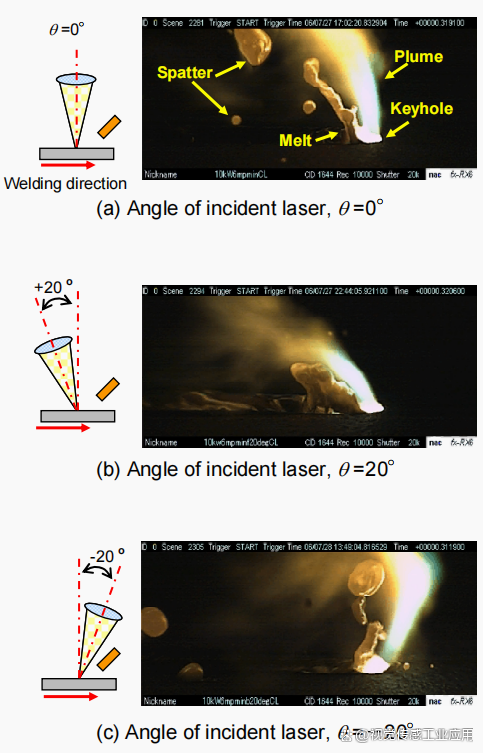
一般从焊接反方向吹保护气可以一定程度上抑制飞溅。

保护气流量选择不当会导致的缺陷主要有:飞溅、表面粗糙度、波浪边、鱼鳞纹、飞刺等。以铝合金锂电池顶盖焊为例,用的同轴直吹,保护气大小直接影响焊接熔池匙孔的稳定性,采用熔深监测设备可以直观观察到,合适的保户气流速可以稳定匙孔波动,使得飞溅等缺陷降低,提高良率。

合理的保护气熔池匙孔波动平缓,更稳定

不合理的保护气流量会加剧匙孔波动,更容易导致飞溅,气孔
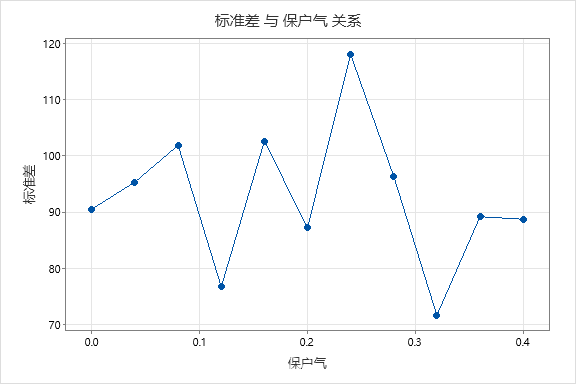
检测的熔深数据,用标准差来衡量匙孔深度的波动程度,标准差越大,匙孔越不稳定,越容易产生飞溅,凹坑、炸点,可以看出合理的保户气可以抑制匙孔波动,提高激光焊接稳定性。