激光焊接工艺-参数篇
时间:2023-7-18 13:52 作者:Hero 分类: 激光工艺应用
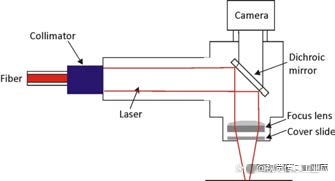
激光焊接系统由激光器、传输光纤、准直聚焦头or振镜等组成,光纤出来的光是发散的、需要准直镜片把激光变成平行光,再经过聚焦镜片转换成聚焦状态(放大镜效应),在激光工艺调试过程关键参数有:功率、速度、离焦量、保护气等
一般来说在确定一个工件选择什么参数之前,先要确定加工速度,这个需要和客户去沟通,看客户的需求来定,比如生产有节拍要求,产量要求,就可以倒退大概要多少速度,然后在此基础上再去做工艺调试。

一般来说速度过快,会出现如图这种V型特征。
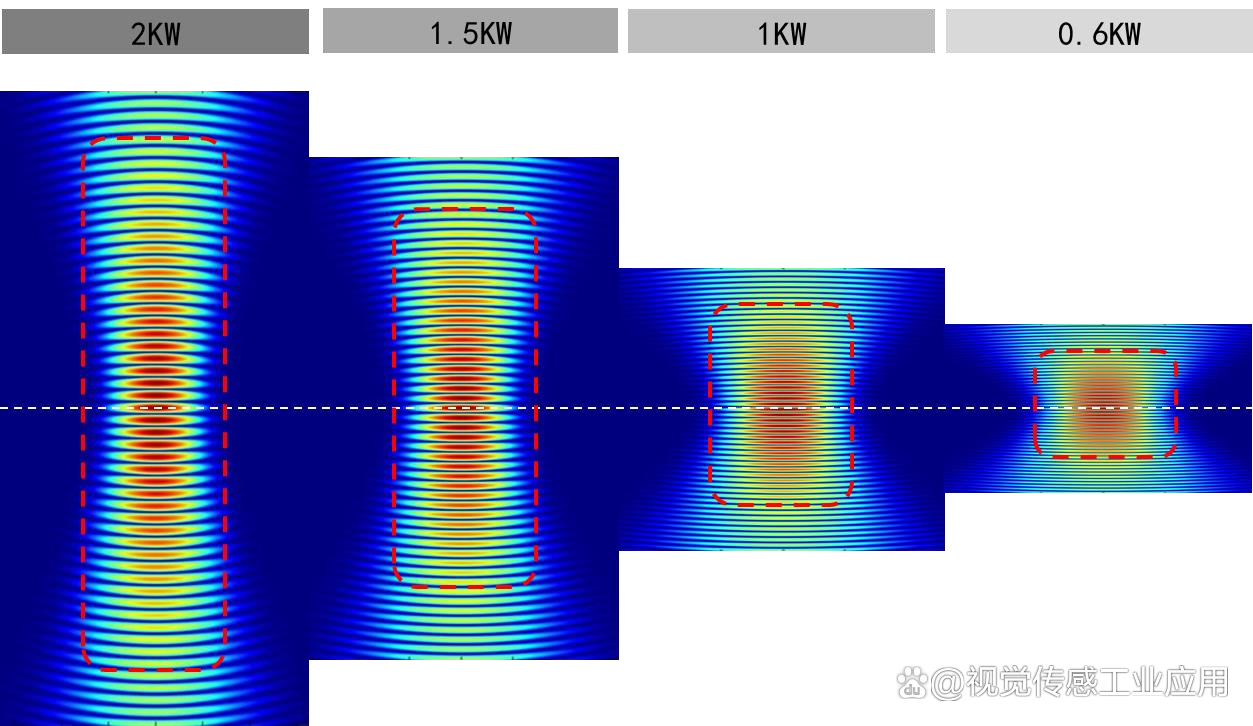
功率:即为激光焊接功率,通常通过波形设置, 激光焊接是一个能量转换过程,涉及热源输入吸收过程,所以对于波形和功率的控制需要大量的工艺经验积累,不同材料、不同厚度、不同焊缝形式、不同设备都会有所区别,要想达到最佳需要更多去关注能量,波形的变化会影响单位能量的变化,一般软件都有这块设置,可以关注,积累不同材料对能量变化的特征。一般裂纹控制会比较考验经验,直缝焊接功率对应的金相特征为熔深熔宽,熔深熔宽小了,就加能量、大了就减能量。
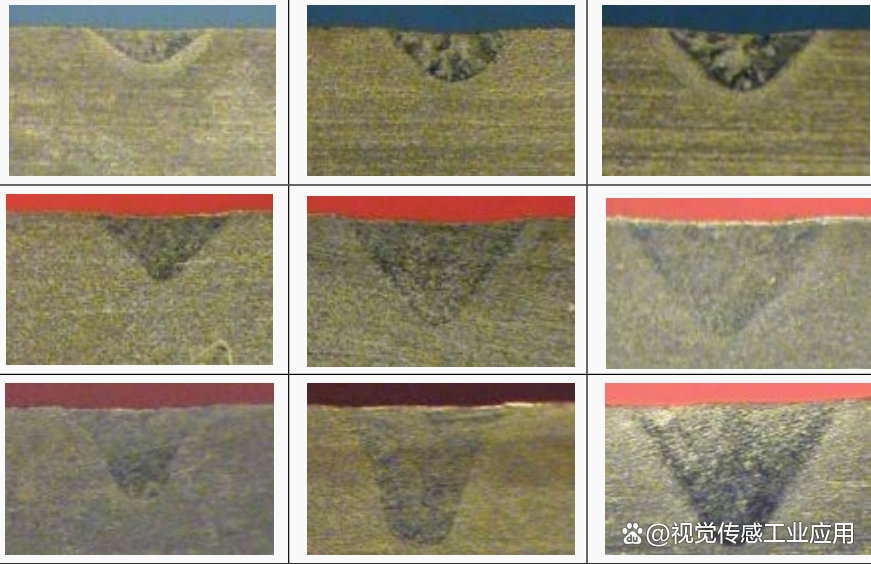
不同功率直接影响熔深,如图即为不同能量功率的熔深金相图。
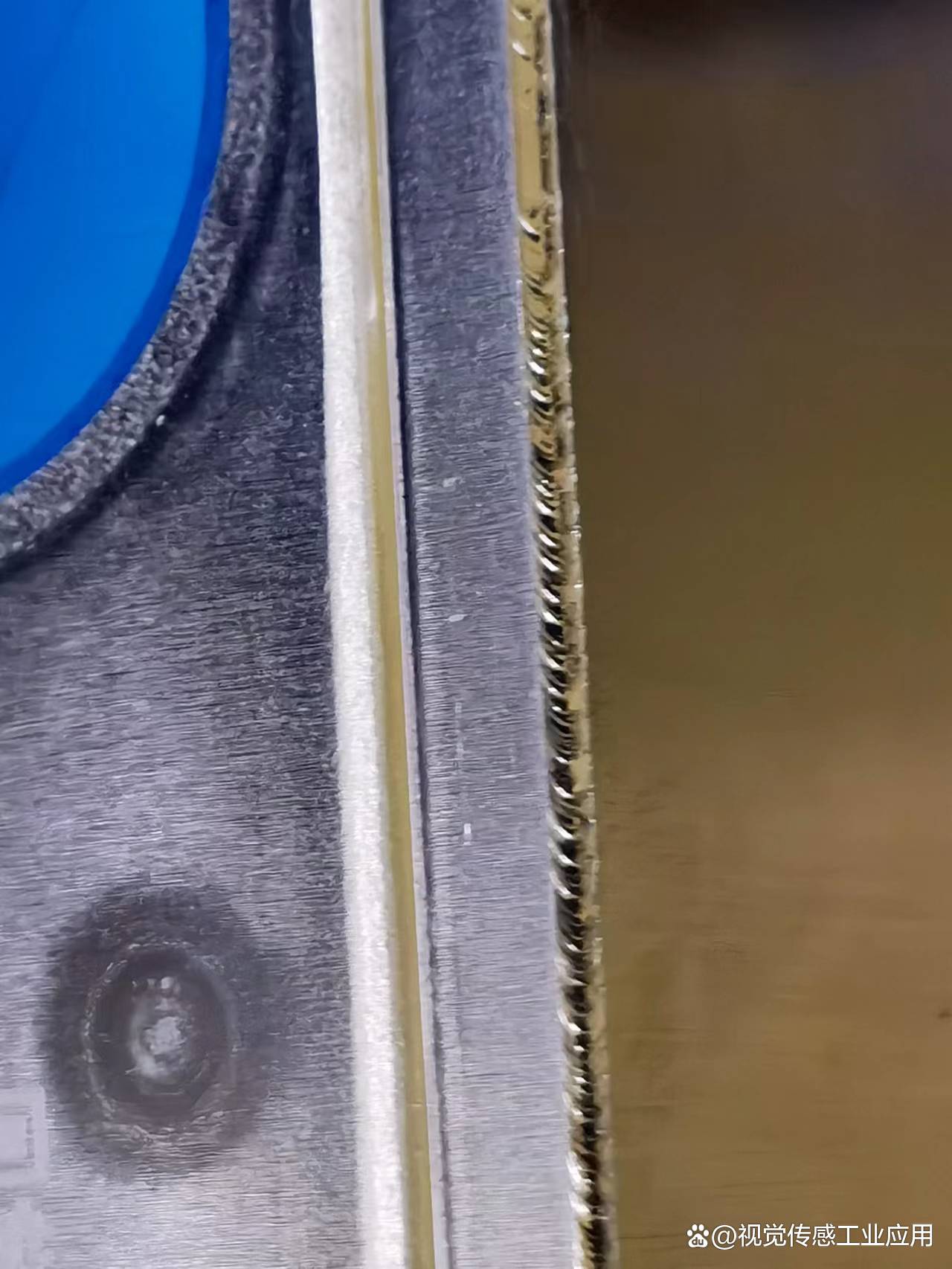
能量过小,常会出现如图所示的段焊、虚焊,只有表面微微熔化了一层,熔深很浅,很难满足工艺要求。
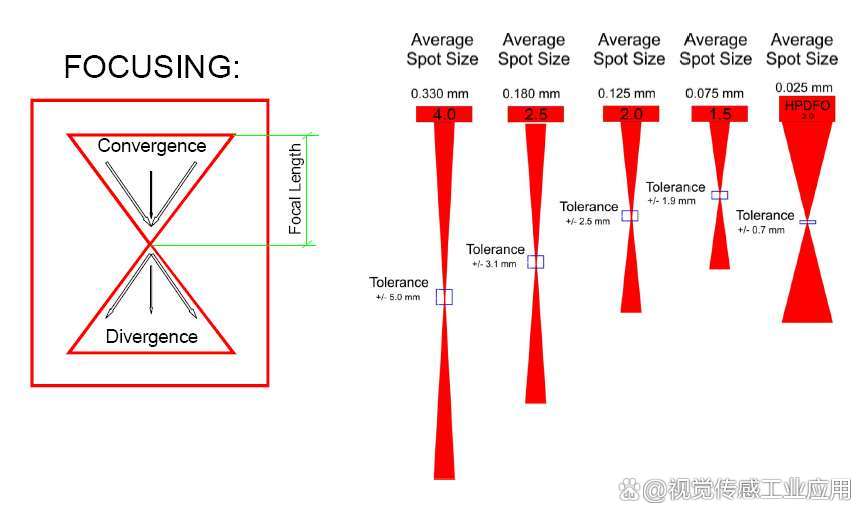
离焦量:首先激光束并不是每个位置的单位能量都一样,焦点位的能量最集中,光斑最小(激光作用面积小,能量集中);所以所有参数调试都需要在确定焦点之后进行才有意义,所以找焦点也是重中之重,也是个技术活。
保护气:保护气分很多种,工业上流水线为了控制成本通常用氮气,实验室氩气为主,也有用氦气等惰性气体,一般在特殊场合,常用的就这两种。因为激光在焊接过程中是一个高温剧烈反应的过程,金属熔化蒸发,金属在高温下及其活跃,一旦遇到氧气就会产生剧烈反应,表现为大量飞溅,焊缝表面粗糙不平,所以保护气就是小范围内(熔池附件)为了营造一个无氧环境,防止发生剧烈氧化反应造成焊缝不良、外管粗糙。

保护气过大会把熔池吹飞,过小则起不到屏蔽氧气环境保护熔池的效果,需要根据现场工况灵活调整。
推荐阅读: