激光焊接工艺参数-功率
时间:2023-7-18 13:50 作者:Hero 分类: 激光工艺应用
激光焊接能量输入通常用能量密度(激光功率除以光斑面积,单位为 W/cm2)和热输入(激光功率除以焊接速度,单位为J/cm)表示,前者描述空间范围内激光能量的强度,后者描述时间范围内激光能量的累积。
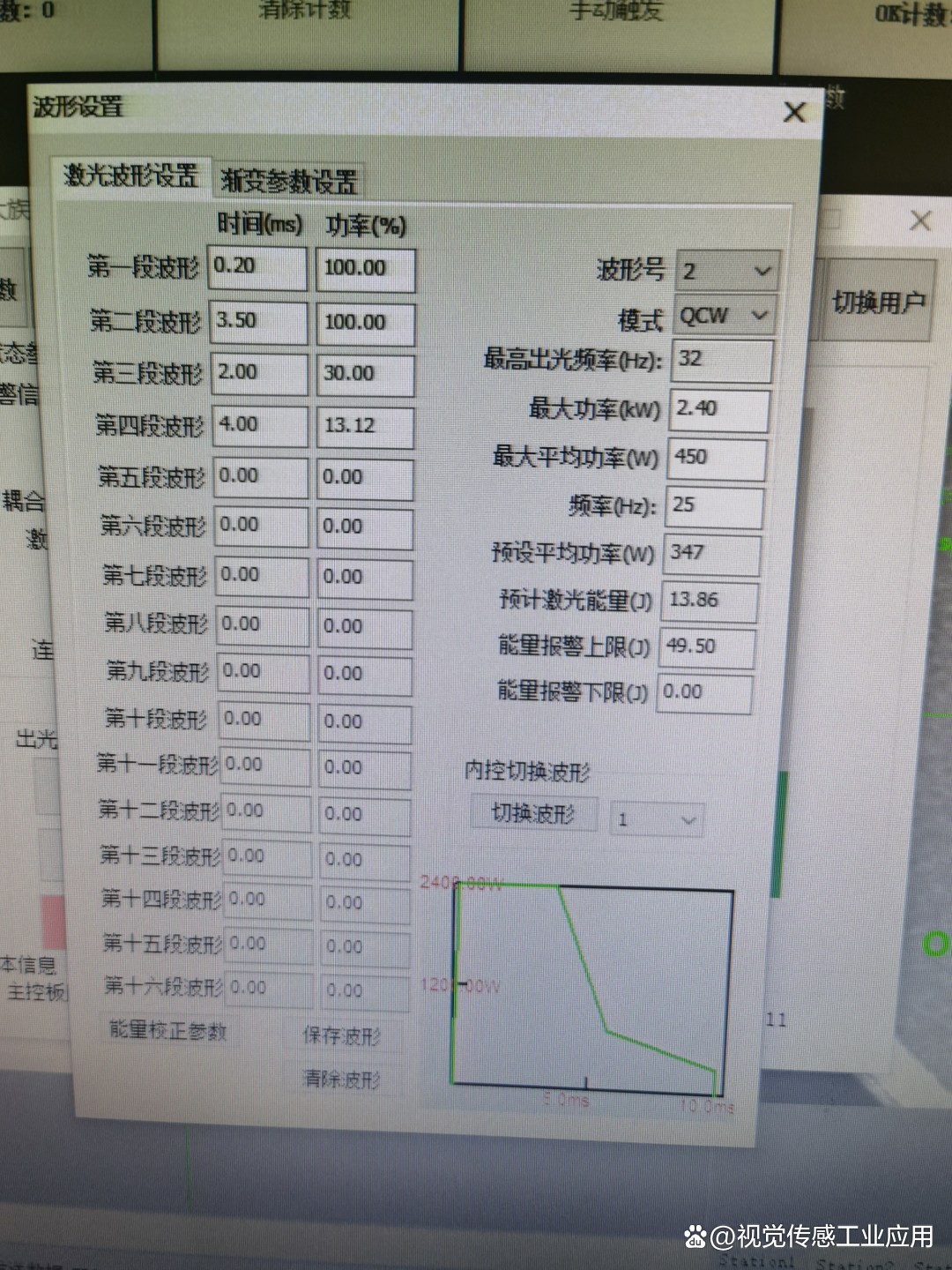

工业使用上一般直接程序编辑波形来设置能量,但是设置的能量和出光检测的能量以及最后焊接头出来的功率有一定损耗。这其中我们要注意关注能量而非功率,不同的场景焊接形式功率波形会有不同,但是能量相对比较准确,有对比价值。不同材料的熔化能量的积累有利于快速针对新产品进行工艺窗口设计,快速定位合理参数。
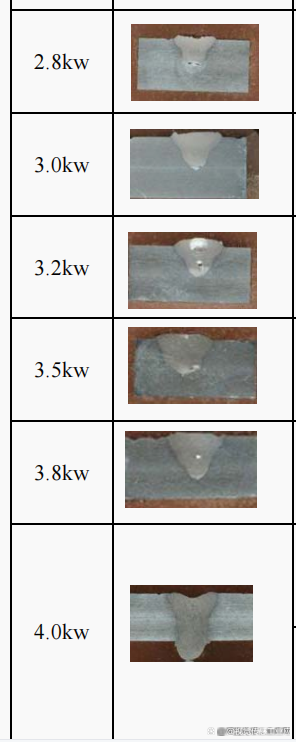
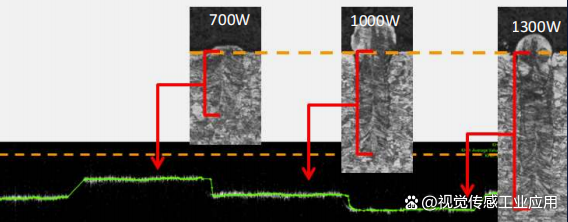
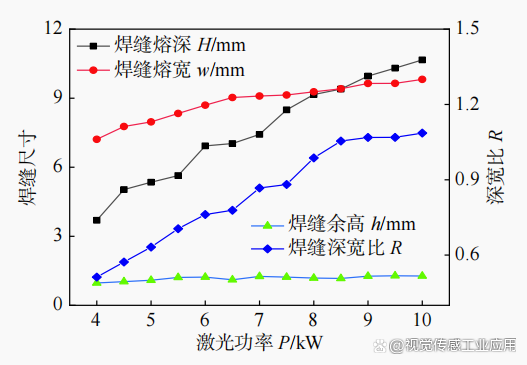
简单的功率与熔深熔宽的关系如图,一般来说:功率越大,熔深熔宽都会随功率增加而增大。激光焊接有一个能量节点,低于节点热导焊,高于为深熔焊。区别在于深熔焊有匙孔,后面会进一步分析。
常见的由于功率不足引起的缺陷主要是:虚焊、熔深浅、焊印不清晰;功率过大的缺陷:焊穿、大飞溅、波浪边、咬边等。
推荐阅读:
扫描二维码,在手机上阅读