激光焊接工艺参数-离焦量
时间:2023-7-18 13:48 作者:Hero 分类: 激光工艺应用
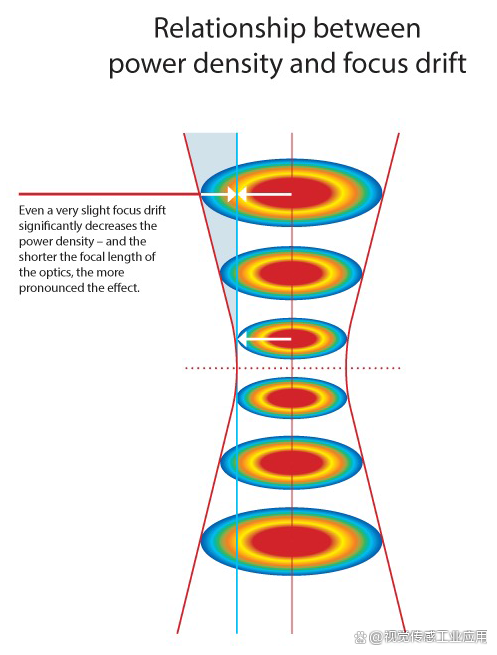
离焦量对焊缝工艺的影响主要和能量有关,常用的激光能量分布是关于焦点对称分布,焦点处光斑最小,单位能量最高,离焦越大,激光能量越分散,光斑也越大。
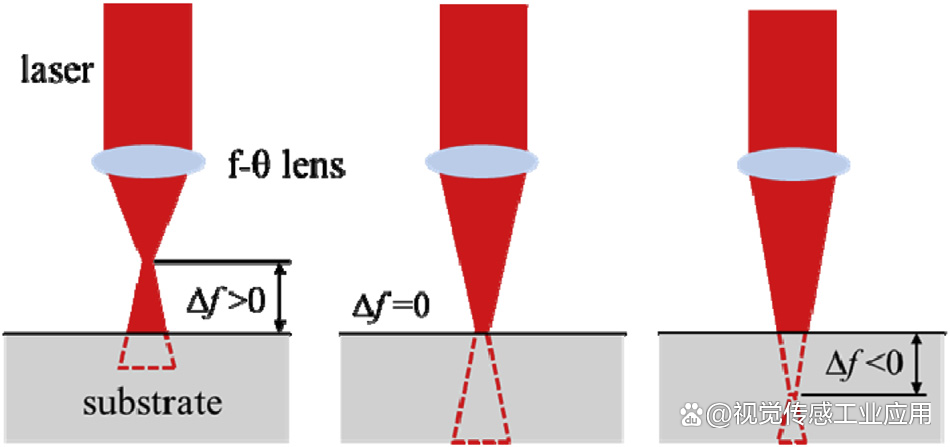
正离焦:焦点在工件上面;负离焦:焦点在工件内部,在焊接表面下方。
一般给定工艺窗口的时候,需要给定一个离焦量上下限,主要是针对表面有高反的工件,如不锈钢、铝合金等,因为这些材料表面类似镜面,离焦过大,单位能量过低不能迅速熔化材料表面,会导致一定激光能量反射损伤焊接头镜片和光纤端面。同时在选定光纤芯径之后,如果工件间隙过大,可能会有激光漏过焊缝情况时,离焦可以作为一种使得光斑变大的补救办法,使得受热面积增大,熔池覆盖焊缝防止漏光。
离焦一般选择正离焦,不选择焦点位和负离焦是因为:激光能量主要集中在焦点光斑中心位置,焦点在工件表面或者工件内部,使得熔池内部激光功率密度过高,容易引起焊接飞溅、焊缝表面粗糙、凹凸不平。
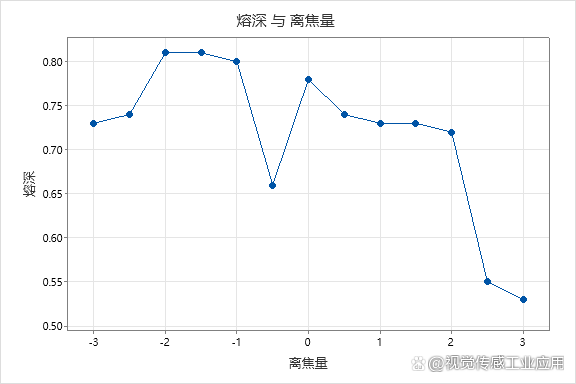
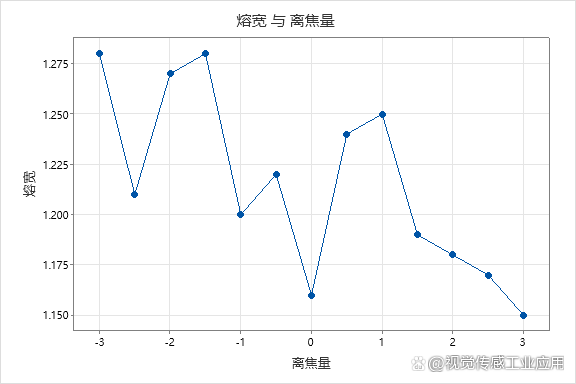
离焦量和熔深熔宽的关系如图,可灵活调整,一般同样的离焦,负离焦的熔深会大于正离焦熔深,因为负离焦焦点在工件内部,材料吸收的能量大于正离焦。

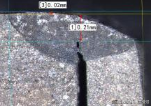
从截面廓形来看,规律是:随着离焦量增加,熔深逐渐减小,熔宽先增加后减小;
推荐阅读:
扫描二维码,在手机上阅读